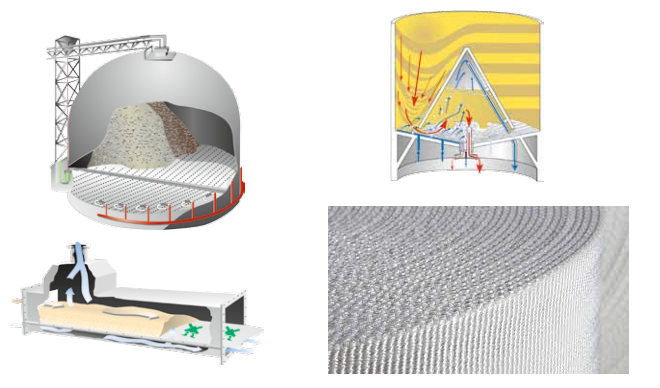
Filquip carries Air Slide Matting Available in Brisbane off the shelf Ex Stock in standard 305mm, 350mm, 380mm, 415mm, 450mm and 500mm widths. We also carry crates with 10m long rolls of 1600mm wide Airslide matting and also 1600x1600mm squares to cut the silo air slide discs from.
We can also supply other custom air-slide requirements.
All of our Air Slide Matting Available Ex Stock is Quality Polyester Multifilament Fabric.
We can also supply special airslide materials for temperatures as low as -60 Deg C up to maximum temperatures of 250 Deg C with short periods up to 450 Deg C.
Filquip was engaged by a quarry to Design, Supply, Install and Commission a new office pressurisation unit to help prevent silica dust ingress into the site office.
The following features of the H1-V1 Office Pressurisation unit include:
0.75kw pressurisation fan with dampner valve for throttling.
Sound dampening valves through the unit flow path to reduce noise transfer into the office.
Cyclone dust separation cell (600×600) to remove 90% of the dust from the quarry air and eject it before the air is then further filtered to a F9 rating, this significantly reduces the number of consumable filters used per annum to provide filtered air into the office.
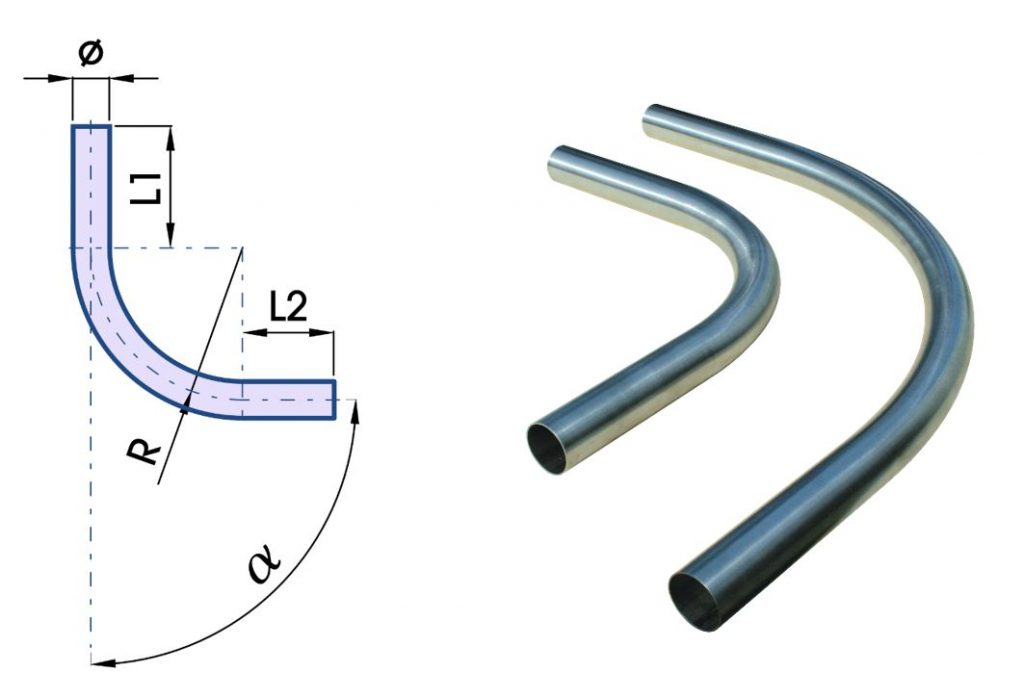
Filquip is pleased to announce we are now stocking 304 stainless steel tube/pipe long radius bends available in 2”, 2.5”, 3” sizes (50.8mm, 63.5mm and 76.1mm Outside Diameters).
Supplied clean, deburred and wrapped with end caps ready for installation.
Filquip has Designed, Supplied and Installed a new vacuum loader system for a Bird Feed production facility to allow plant operators to convey the bird feed granules from bags at ground level up into the mill at the upper level without needing to lift or carry the bags up the stairs.
The FVC-1-Np Model was selected for the requirement which can load 0.8m3/hr of granules through the flexible hoses and wand into the SS304 body with automated reverse pulse cleaning system
Filquip has designed, supplied, installed and commissioned a new set of two Bulk Bag Unloaders to handle brewery grains and further automate the brewery process. The Bulk Bag Unloaders have hoist systems that allow the brewers to load the bags of Wheat Malt and Rolled Wheat into the frames where they then discharge automatically through slide gate valves into the weigh hoppers on load cells.
The weigh hoppers each hold 800L of grain which is enough for multiple brews. When required the operators specify the weight of grain required and the load cells and rotary valve meter out the grain until the correct weight has been decanted into the conveyor below into the mill.
The following Filquip equipment package was provided for this Hazardous Area IECEX Brewery Bulk Bag Unloader System:
Two SBB-HFF Bulk Bag Unloaders with Monorail and Electrical Crane Hoists
Two Pneumatic Slide Gate Valves (IECEX Coils) for Automated weigh hopper refilling
Two 800L Stainless Steel 304 Weigh Hoppers on Load Cells with Weight Indicators
Two RV02.20 Rotary Valves with IECEX Hazardous Area Motor for loss in weight feeding
Two Pneumatic Control Panels for simplicity of the compressed air controls.
Filquip is an Australian distributor of Vertical Gravity Fed Flap Diverter Valves for Powders and Granules. We supply these gravity Diverter valves in a wide range of sizes and orientations including 2-way and 3-way types and Symmetric (Y diverter) and A-Symmetric (K Diverter) versions.
Our Diverter valves provide safe and reliable control of product flow from hoppers, silos, tanks and mechanical transport systems. Our diverters are suitable for abrasive powders and granules with optional finishes in Painted Mild Steel, Hardox hard wearing steel, Stainless Steel 304 and Stainless Steel 316.
Filquip has recently specifed and supplied a two new 400mm Square 2-way 45 deg Symmetric (Y style) diverter valves with Hardox wear resistant body and Hardox diverter flap. The units are Pneumatically Actuated with 24VDC Coils, and PNP 3-wire Limit switches.
Filquip has been specifying and supplying Silo pressure relief valves for over 20 years for all types of powders and granular materials.
The WAM VHS and VCP Silo Pressure relief valves provide a safety net when abnormal pressure conditions endanger the silo structure. With hundreds of thousands installed worldwide, WAM Pressure Relief Valves are the standardised reliable solution for almost any silo application.
We have a number of helpful Filquip Videos on this page to explain the operation, setting up and maintenance of our Silo Pressure Relief Valve Range.
Filquip supply WAM VCP spring loaded silo pressure relief valves to handle sudden excess or suction pressures that can develop in the silo, hopper or bin.
Excess Pressure up to 800 mm H2O at a flow rate of 13,000m³/hour (0.05 Bar or 0.72 PSI at 7,650 cfm).
Vacuum/Negative Pressure up to -100 mm H2O at a flow rate of 1,900m³/hour (-0.01 Bar or -0.14 PSI).
Painted Carbon Steel or Stainless Steel 304 Casing with Mild Steel or Stainless Steel Upstand to connect to your silo.
Casing Diameter 273mm (10 inch) or the larger 356mm (14 inch) model.
Available with inductive sensor for an output signal when the valve is activated.
Filquip supply WAM VHS-C Polymer membrane silo pressure relief valves to ensure the filling of a silo does not allow abnormal pressure conditions to endanger the silo structure.
Excess Pressure up to 500 mm H2O at a flow rate of 5,000m³/hour (0.05 Bar or 0.72 PSI at 2,950 cfm).
Vacuum/Negative Pressure up to -50 mm H2O at a flow rate of 1,900m³/hour (-0.005 Bar or -0.07 PSI).
Polymer Casing with Mild Steel or Stainless Steel Upstand to connect to your silo.
Casing Diameter 273mm (10 inch).
Counterweight system never in contact with dust.
Special properties of membrane and elbow prevent clogging and formation of material crusts.
Available with Duct to Ground kit.
Food Grade Versions Available.
Available with inductive sensor for an output signal when the valve is activated.
Filquip can supply a tailored silo overfill protection system to suit any system, to prevent dangerous over pressurisation and over filling, while eliminating dust emissions.
Avoid damage to silo and accessories.
Reduce the risk of air pollutions.
Eliminate the risk of filling the incorrect silo.
Start and stop the filter cleaner automatically.
Systems can be tailored to suit applications including the need for Pressure monitoring, Over pressure or vacuum release valves, Fill control, Dust control and Operator destination selection panel.
Filquip has recently delivered a new brewery lean phase Pneumatic conveying system to transfer bulk malt grain from new storage silos at the front of the Brewery a distance of 80m to the storage hoppers before the grain mill and mash in system. Filquip designed the system to run underneth the site access road through an existing pit with covers and then over the roof of the plant to the destination.
The following Filquip equipment package was provided for this Brewery Pale Malt Grain Pneumatic Conveying System:
7.5Kw Side Channel Blower with Filtered air Intake.
20 Rotary Valve with IECEX Hazardous Area Motor.
80m of SS304 76.1mm Conveying Tubework, Bends, Clamps and Brackets.
Filquip supplies the full range of WAM Slide Gate Valves for handling powder and granular materials. They are the perfect solution for isolating or intercepting material flow out of hoppers, silos and bins. Suitable for all industrial sectors and the food industry.
This video shows the assembly of a pneumatic actuator kit onto the VL Slide Gate valve. This is a VLQ series with Square inlet in the video.
Filquip has recently supplied a mobile vacuum loader to a building products manufacturer in NSW to allow them to convey their additive powders into the inlet of the production line hopper.
Previously this customer had to bring a mobile platform ladder to each inlet hopper on the production line and use the ladder to get the height for the operator to pour the buckets of additive powders into the hopper.
With the Filquip FVC-1 now the operators move the mobile vacuum loader head over the hopper above and vacuum product with the wand up into the hopper without needing ladders or buckets of product at height.